
Bombentisch Für hohe Biegegenauigkeit der Abkantpresse sorgen
Um genaue und reproduzierbare Umformergebnisse zu gewährleisten, ist es wichtig, die Durchbiegung zu kompensieren, die im Balken (Stempel) und im Tisch der Abkantpresse bei Belastung auftritt. Ohne Kompensation der Durchbiegung ist es wahrscheinlich, dass sich ein Werkstück in seiner Mitte verformt, wenn es über die gesamte Länge der Abkantpresse gebogen wird. Dies gilt insbesondere für Abkantpressen von 8 Fuß oder mehr, 80 Tonnen oder mehr und beim Biegen langer oder großer Teile. Dies kann jedoch auch der Fall sein, wenn kürzere Werkstücke geformt werden. Um den Biegungswinkel über die gesamte Länge des Teils konstant zu halten, benötigt eine Abkantpresse ein Krönungssystem, entweder im Balken, in der Tabelle oder in beiden.
Im Zeitalter von kurzen Chargen, komplexen Teilen und schnellen Bearbeitungszeiten sorgt die Kronenbildung für Effizienz, Präzision und Wiederholgenauigkeit der Teile. In Anwendungen mit hoher Tonnage hilft die Kronenbildung, gerade Bögen in anspruchsvollen, hochfesten Materialien herzustellen.
Kronen-Grundlagen
Die meisten modernen Abkantpressen verwenden ein servohydraulisches System, bei dem ein geschlossenes System die Position des Stempels steuert. An jedem Ende des Balkens unter den linken und rechten Kolben überwacht ein Positionsmesssystem die Bewegung und Positioniergenauigkeit des Balkens. Die Maschinensteuerung verarbeitet diese Informationen und verwendet sie, um den Strahl mit einer Genauigkeit von 0,01 mm zu positionieren. Dazu werden die linken und rechten Servoventile oben an jedem Hydraulikkolben aktiviert.
Während eines Biegezyklus stellt das servohydraulische System sicher, dass der Kolben an jedem Ende des Balkens die programmierte Position erreicht, die in der Maschinensteuerung festgelegt ist, was zu einem korrekten Biegewinkel führt. Da Abkantpressen unter Last dazu neigen, sich insbesondere in der Mitte der Maschine zwischen den Kolben abzulenken, ist der Winkel in der Mitte der Abkantpresse stumpfer als der Winkel unter dem Kolben. Ohne Eingriff bewirkt diese Durchbiegung, dass sich der Biegewinkel über die Länge der Abkantpresse ändert.
Um dies zu kompensieren, können Abkantpressen mit einem Bombiersystem ausgestattet werden, das eine entgegengesetzte Kraft oder "Kurve" erzeugt, um die Auslenkung des Balkens und des Tisches auszugleichen. Das Bombiersystem stellt sicher, dass der Stempel und der Tisch während des Biegens parallel sind (siehe Abbildung 1 ).
Kronen werden seit den späten 70er und frühen 80er Jahren verwendet. Die Nachfrage nach Abkantpressen mit höherer Tonnage, hochfesten Stählen und die Notwendigkeit, größere Längen zu biegen, haben die Notwendigkeit einer Balligkeit verstärkt, da die Durchbiegung des Maschinenrahmens in diesen Anwendungen größer ist.
Vor dem Bombieren mussten die Hersteller von Abkantpressen eine Kurve in den Tisch der Abkantpresse einschleifen, um etwa 75 Prozent der Maschinenauslenkung auszugleichen. Systeme sind heute weiter fortgeschritten. Mit programmierbaren Bombiersystemen geben die Bediener die Daten zu Blechstärke, Länge, Matrizenöffnung und Materialzugfestigkeit in die Steuerung ein, die automatisch die tatsächliche Durchbiegung des Tisches und des Stempels ermittelt und für jede Biegung eine Vorbelastung ermittelt. Das hydraulische System und die Balligkeit der Abkantpresse erzielen zusammen mit einem minimalen Eingriff des Bedieners einen exakten Biegewinkel.
Wahlmöglichkeiten in der Pressbrake Bending Crowning Table
Die Bombierung wird im Allgemeinen bei Abkantpressen mit einer Größe von 80 Tonnen und mehr als 8 Fuß verwendet. Das Biegen kann für Abkantpressen mit niedrigerer Tonnage angewendet werden, dies hängt jedoch von der Länge des Abkanteltisches und der Anwendung ab. Je länger der Abstand zwischen den Ständern ist, desto größer ist die Maschinenauslenkung. Je höher die Maschinentonnage ist, desto größer ist der Bedarf an Kompensation der Durchbiegung. Zum Biegen von sowohl dicken als auch dünnen Materialien wird ein Bombiersystem empfohlen.
Hydraulische Balligkeit und CNC-mechanische Keilballen sind die zwei häufigsten Arten von Ballonsystemen. Ein keilförmiges Bombiersystem kann als Zusatz zu einer Abkantpresse über einen Abkantpressenhersteller oder einen Werkzeuglieferanten erworben werden. Hydraulische Balligkeit ist in die Maschine eingebaut. Die Kosten dieser Systeme sind vergleichbar, daher ist die Auswahl eher eine Frage der Genauigkeit, der Effizienz und der Anwendung.
Durch die hydraulische Balligkeit wird während des Biegungshubs Druck auf die Zylinder ausgeübt, um die Durchbiegung der Maschine auszugleichen. Die meisten dieser Systeme können keine Wölbung über das gesamte Maschinenbett ausüben. Stattdessen hängt das Ausmaß der Durchbiegung, für das das Bombiersystem eingestellt wird, von der Position des Zylinders ab. Einige hydraulische Bombiersysteme verwenden nur einen mittleren Zylinder oder ein Dreizylindersystem, und einige bieten Bombierungen für mehr als 60 Prozent des Bettes, nicht jedoch für die gesamte Bettlänge.
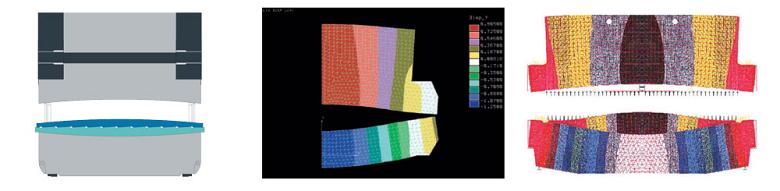
Abbildung 1
Wenn der obere und der untere Balken während des Biegens nicht parallel sind, unterscheidet sich der Biegungswinkel entlang der Länge des Werkstücks.
Die Hydraulikzylinder verwenden alle dieselbe Hydraulikleitung. Infolgedessen kann kein einziger Zylinder die volle Ballenkraft aufbringen; Diese Kraft wird auf alle Hydraulikzylinder ausgeübt, unabhängig davon, ob zwei, drei oder zehn vorhanden sind.
Ein keilförmiges Krönungssystem besteht aus zwei Keilreihen über die Bettlänge. eine Reihe ist fest und die andere ist beweglich (siehe Abbildungen 2 und 3 ). Der Keil in der Mitte des Betts hat eine höhere Neigung als die Keile unter den Kolben, und der Neigungswinkel nimmt von der Mitte des Betts zum Stößel hin ab.
Bei Aktivierung erzeugt der bewegliche Keil eine Kurve mit dem höchsten Punkt in der Mitte des Bettes und den tiefen Punkten an jedem Ende des Bettes unter den Kolben, um eine Spline-Kurve im Tisch zu erzeugen. Das automatisch gesteuerte Bombiersystem kompensiert die Bettdurchbiegung und den Balken bei unterschiedlichen Biegekräften. In einem keilförmigen System ist der Tisch so ausgelegt, dass er abhängig von der erforderlichen Tonnage eine bestimmte Last trägt. Bestimmte Bombiersysteme bieten eine Programmiergenauigkeit von ± 0,01 mm und eine Wiederholgenauigkeit der Positionierung von ± 0,005 mm.
Das Keilsystem trägt zur Krönung der gesamten Bettlänge bei, da es speziell für dieses Bett hergestellt wird. Es kann auch den Durchbiegungsausgleich bei höheren Tonnagen und kürzeren Bettlängen bewältigen. Die Krönung kann an jeder Position des Bettes eingestellt werden. Diese Anpassung erfolgt in Echtzeit über die Steuerung, so dass keine Produktionszeit im Prozess verloren geht.
Im Gegensatz dazu ist ein Universalkeilsystem keine Besonderheit für eine Abkantpresse und ist in einer Standardkeilausführung aufgebaut. Es kann von der CNC gesteuert werden und berücksichtigt die Durchbiegung, ist jedoch nicht spezifisch für die Anwendung oder deren Materialien. Es verwendet auch keine zentrale Datenbank, um den Umfang der erforderlichen Durchbiegungskorrektur zu ermitteln, so dass die Kronenfähigkeit begrenzt und komplexer ist.
Ein universelles Bombiersystem kann für eine vorhandene Abkantpresse nachgerüstet werden, um seine Fähigkeiten zu verbessern. Es kann auch an einer kleineren Tonnage-Abkantpresse für Einsteiger montiert werden, die nicht mit Balligkeit angeboten wird, um dem Bediener mehr Kontrolle über den Biegevorgang zu geben.
Eine Nachrüstung des Ballonsystems kann vorteilhaft sein und ist manchmal notwendig, insbesondere wenn sich die Anwendung ändert oder weiterentwickelt. Wenn beispielsweise ein Hersteller von HLK-Anlagen von der Produktion von Wohnkomponenten, die effizient geformt werden können, ohne größere Kronen zu machen, von der Herstellung größerer und schwererer Komponenten für industrielle Einheiten Gebrauch macht, schreibt das neue Bauteilprofil die Notwendigkeit einer Krönung vor. Das Bombiersystem erhöht die Effizienz, indem die Anzahl der Einstellungen und Einstellungen zur Herstellung längerer Biegungslängen entfällt.
Deflecting Forming-Herausforderungen für den Pressbrake Crowning Tisch
Durch die Gewährleistung eines konsistenten Winkels über die Länge der Biegung werden die Einrichtvorgänge reduziert, Ausschuss minimiert und Eingriffe des Bedieners oder ein hochqualifizierter Bediener der Abkantpresse entfallen.
Die Überwindung der Durchbiegung der Maschine erfolgt ohne Balligkeit durch manuelles Arbeiten mit Distanzscheiben oder durch Einstellung der Matrizen. Die Berechnung des erforderlichen Shimmings kann ein zeitaufwändiger Prozess sein, oftmals mit Versuch und Irrtum, wodurch kostspieliger Ausschuss entsteht. Selbst erfahrene Einrichtungsbediener erzeugen bei der Herstellung von Teilen auf einer Maschine mit manuell eingestelltem Kronenbett eine gewisse Menge an Ausschuss.
Ein CNC-Bombiersystem erstellt diese Berechnungen automatisch. Es reduziert auch die für den Betrieb der Maschine erforderlichen Fertigkeiten und verbessert somit die Effizienz und Produktivität.
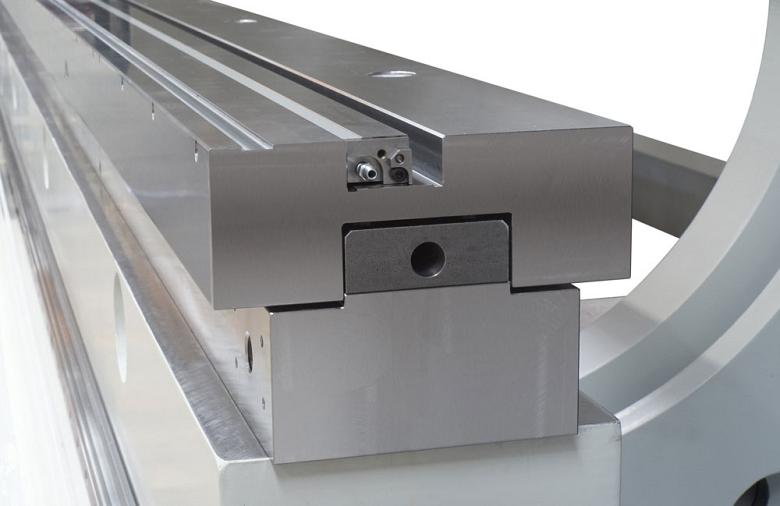
Figur 2
Dieses keilartige Bombiersystem wird für jede Abkantpresse maßgefertigt. Die zugehörigen Komponenten sind ma
Kein Ballonsystem kann jedoch Probleme bei der Werkzeugherstellung, wie schlechte Ausrichtung von Stempel und Matrize und asymmetrisches Gleiten des Werkstücks, kompensieren. Unpräzise oder ungleichmäßig verschlissene Werkzeuge bilden Teile mit uneinheitlichen Winkeln. Werkzeugprobleme sind teilweise für Probleme verantwortlich, die mit ungleichförmigen Winkeln entlang einer Biegelinie zusammenhängen.
Präzise geschliffene Werkzeuge sorgen für genaue Biegewinkel über die gesamte Biegelänge. Die Matrizen haben auf beiden Seiten der V-Öffnung einen progressiven Radius, so dass das Material gleichmäßiger und mit weniger Zug in die Matrize strömen kann (siehe Abbildung 4 ).
Anwendungen mit hoher Tonnage für das Biegen größerer Abkantpressen
Ein CNC-Bombiersystem gleicht die symmetrische Durchbiegung der Abkantpresse aus. Wenn die Materialeigenschaften über die Länge des Teils gleich sind, ist eine Standardballigkeit ausreichend. Wenn die Materialeigenschaften jedoch variabel und anspruchsvoller sind - insbesondere bei schwereren oder längeren Werkstücken und bei hochfesten Materialien wie S1100, S1300, Hardox® und Armox® -, bietet ein fortschrittlicheres programmierbares Balloniersystem, das von der CNC gesteuert wird mehr kompensation für die maschinenauslenkung und letztendlich mehr flexibilität.
Materialien mit hoher Zugfestigkeit erfordern mehr Kraft zum Biegen, haben mehr Rückfederung und erfordern daher mehr Balligkeit (siehe Abbildung 5 ). Die Verwendung von hochfesten Materialien nimmt zu, insbesondere bei großen Biegeanwendungen (12 Fuß oder länger), da die Hersteller das Gewicht des Endprodukts reduzieren möchten, ohne die strukturelle Integrität zu beeinträchtigen.
Das Kronen ist für Tandem-, Tridem- oder Quadem-Abkantpressen, die zwei, drei oder vier Abkantpressen mit ähnlicher oder unterschiedlicher Tonnage in einer synchronisierten Konfiguration kombinieren, noch wichtiger. Diese Systeme synchronisieren die Maschinenzylinder alle 5 Millisekunden und überprüfen kontinuierlich, ob sich die Maschine in gerader Bewegung bewegt. Einige dieser Maschinen verwenden noch einen anderen Typ eines Ballensystems, das einen Doppelballtisch enthält. Es sind im Wesentlichen zwei CNC-Kranzsysteme übereinander mit einem asymmetrischen, aber komplementären Kronenprofil.





